Solved GATE Questions on Forming Process
Question 1. The force requirement in a blanking operation of low carbon steel sheet is 5.0 kN. The thickness of the sheet is ‘t’ and diameter of the blanked part is ‘d’. For the same work material, if the diameter of the blanked part is increased to 1.5 d and thickness is reduced to 0.4 t, the new blanking force in kN is
(A) 3.0
(B) 4.5
(C) 5.0
(D) 8.0
GATE-ME-2007
Hint 1. (Ans A)
Let  be the shear stress
be the shear stress



Question 2. Match the correct combination for following metal working processes.
| Processes | Associated state of stress |
| P : Blanking | 1. Tension |
| Q : Stretch Forming | 2. Compression |
| R : Coining | 3. Shear |
| S : Deep Drawing | 4. Tension and compression |
| 5. Tension and shear |
(A) P-2, Q-1, R-3, S-4
(B) P-3, Q-4, R-1, S-5
(C) P-5, Q-4, R-3, S-1
(D) P-3, Q-1, R-2, S-4
GATE-ME-2007
Hint 2. (Ans D)
Blanking—Shear
Stretch Forming—Tension
Coining—Compression
Deep drawing—tension and compression
Question 3. The thickness of a metallic sheet is reduced from an initial value of 16 mm to a final value 10 mm in one single pass rolling with a pair of cylindrical rollers each of diameter 400 mm. The true strain is
(A) 5.936
(B) 7.936
(C) 8.936
(D) 9.936
GATE-ME-2007
Hint 3. (Ans D)
Here, 



Where  =angle of bite
=angle of bite

Question 4. In open-die forging, a disc of diameter 200 mm and height 60 mm is compressed without any barreling effect. The final diameter of the disc is 400 mm. The true strain is
(A) 1.986
(B) 1.686
(C) 1.386
(D) 0.602
GATE-ME-2007
Hint 4. (Ans C)
True strain

Question 5. In the deep drawing of cups, blanks show a tendency to wrinkle up around the periphery (flange).
The most likely cause and remedy of the phenomenon are, respectively,
(A) Buckling due to circumferential compression; Increase blank holder pressure
(B) High blank holder pressure and high friction; Reduce blank holder pressure and apply lubricant
(C) High temperature causing increase in circumferential length; Applt coolant to blank
(D) Buckling due to circumferential compression; decrease blank holder pressure
GATE-ME-2008
Hint 5. (Ans A)
Question 6. In a single pass rolling operation, a 20 mm thick plate width of 100 mm, is reduced to 18 mm. the roller radius is 250 mm and rotational speed is 10 rpm. The average flow stress for the plate material is 300 MPa. The power required for the rolling operation in kW is closest to
(A)15.2
(B) 18.2
(C) 30.4
(D) 45.6
GATE-ME-2008
Hint 6. (Ans A)








Total power =7.44 2=14.88 kW
2=14.88 kW
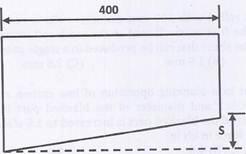
Statement for linked Answer Questions 7 and 8:
In shear cutting operation, a sheet of 5mm thickness is cut along a length of 200 mm. the cutting blade is 400 mm (see figure) and zero –shear (S=0) is provided on the edge. The ultimate shear strength of the sheet is 100MPa and penetration to thickness ratio is 0.2. Neglect friction.
Question 7. Assume force vs displacement curve to be rectangular, work done (in J) is
(A) 100
(B) 200
(C) 250
(D) 300
GATE-ME-2010
Hint 7. (Ans A)






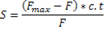
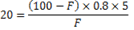
Question 8. A shear of 20 mm (S=20 mm) is now provided on the blade. Assume force vs displacement curve to be trapezoidal, the maximum force (kN) exerted is
(A) 5
(B) 10
(C) 20
(D) 40
GATE-ME-2010
Hint 8. (Ans A)

Question 9. The shear strength of a sheet metal is 300 MPa. The blanking force required to produce a blank of 100 mm diameter from a 1.5 mm thick sheet is close to
(A) 45 kN
(B) 70 kN
(C) 141 kN
(D) 3500 kN
GATE-ME-2011
Hint 9. (Ans C)
Blanking Force, 


Question 10. The maximum possible draft in cold rolling of sheet increases with the
(A) Increase in coefficient of friction
(B) Decrease in coefficient of friction
(C) Decrease in roll radius
(D) increase in roll velocity
GATE-ME-2011
Hint 10. (Ans A)
Maximum possible draft
Question 11. In a rolling process, the state of stress of the material undergoing deformation is
(A) Pure compression
(B) Pure shear
(C) Compression and shear
(D) Tension and shear
GATE-ME-2013
Hint 11. (Ans C)
Answer keys
1. (A), 2. (D), 3. (D), 4. (C), 5. (A), 6. (A), 7. (A), 8. (A), 9. (C), 10. (A), 11. (C)
5 Responses to “Previous Years GATE Questions on Forming Process 2007-2013”
Ravi
Previous year 2014question
admin
Will try to bring on board.
durgesh kushwaha
I am a solve qustins
Vipul
One of the best site to practice topicswise questions of gate, keep adding new questions from new gate exams
Officer
Answer of Q.8 is wrong. Correct answer is 10kN.
(p/t)=0.2 ; p=0.2*t